河北玻璃鋼廠家,專業生產玻璃鋼格柵、脫硫塔等!
聯系我們
 全國服務熱線:
全國服務熱線:
17531807632
全國服務熱線:
17531807632
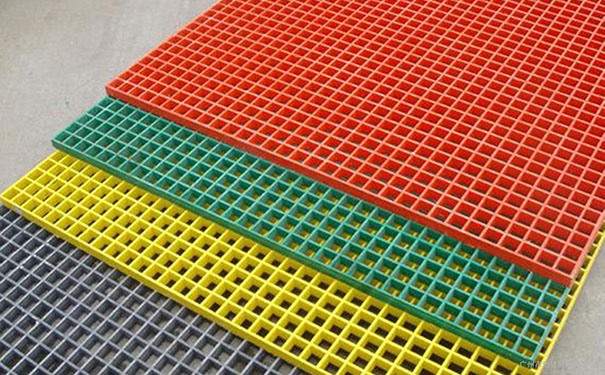
樹篦子格柵廠家
從事玻璃鋼材料頂好模具膠生產20年來,客戶遍及方方面面,樹篦子來說,樹篦子的后期打磨處理方法:打磨:樹篦子從模具出來的時候,上表面是帶有凹槽的,凹槽厚度約1mm-2mm,所以,經過磨光機打磨后,上表面會打磨平整或者凹槽不太明顯。凹槽本身不會承重,如果不打磨,后期受重物壓過之后,更不工整,要難看一些。所以,打磨效果更好。修補:不是所有的樹篦子從模具出來以后,表面都是很光滑的。

在美國此類產品已推廣使用三十多年,FRP樹篦子的生產使用銷售已規格化、系列化、商品化、用量相當大。在海灣地區、中東油田的重建工作,經專家論證,認為使用FRP樹篦子是最經濟合理的材料,因而正在大量使用。在亞洲、新加坡等地區也正在使用FRP樹篦子。
樹篦子工藝流程:樹篦子生產工藝主要有三種類型:往復式纖維纏繞工藝、連續式纖維纏繞工藝以及離心澆注工藝。往復式纖維纏繞工藝(屬于定長法):在這種工藝方法中,浸膠槽隨轉動的芯模作往復運動,長纖維玻璃絲以一定的斜角相對于芯模軸輔放,輔角(即纏繞角)受浸膠槽的移動速度和芯模轉速之比控制,浸膠槽的平移運動由計算機化的機-電控制。
纏繞層數逐漸增加,達到設計的壁厚為止。纏繞完成后,使制品中的樹脂基本固化。固化后,從玻璃鋼管中脫出芯模。連續式纖維纏繞工藝(屬于連續法) :該工藝是管子在運動中通過一個供給樹脂預浸無捻粗紗,短切玻璃鋼纖維和樹脂砂混合物的供料站,管子是在芯模連續不斷的前進中制成的。離心澆注工藝(屬于定長法) :在此工藝中,用切斷的玻璃纖維增強材料和砂,喂入固定在軸承上的鋼制模具中,在鋼模一端注入加催化劑的不飽和樹脂,使其浸漬增強材料,在離心力作用下,樹脂置換出纖維及填料中的空氣,從而制造出無孔隙的致密復合材料,由于離心力的作用管內壁形成一個平滑、光潔的富有樹脂的內表面層,管材在較高溫度下固化。用這種方法制造的管又稱玻璃鋼夾砂管。環保玻璃鋼化糞池特點