河北玻璃鋼廠家,專業生產玻璃鋼格柵、脫硫塔等!
聯系我們
 全國服務熱線:
全國服務熱線:
17531807632
全國服務熱線:
17531807632
玻璃鋼罐液位刻度
采用合理的結構和焊接工藝。在結構上面應避免焊縫過多、過于集中、焊縫不對稱及焊縫交叉和焊接順序不合理等造成的應力集中。制造時應避免強力組焊,防止咬邊、錯邊等缺陷,保證與介質接觸的表面盡量光滑。制造完成后,應進行退火熱處理以去除焊后殘余熱應力。正確的焊后熱處理可以大大降低制造過程中的殘余應力,并可以降低焊接熱影響區的峰值硬度。定期檢測液氨濃度和含水率,發現水分低于臨界濃度應及時補充水分,使含水率始終保持在012%1%的范圍。另外,還可加入其它抑制劑,如加入100Lg?g的冷凍機油或5Lg?g 的菜籽油或1050Lg?g的硅油作為應力腐蝕抑制劑,都可有效地抑制液氨引起的應力腐蝕。
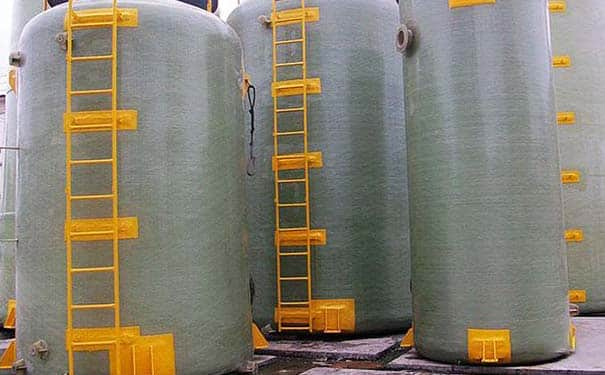
玻璃鋼罐配件安裝;1、將玻璃鋼罐固定后,即可與其它設備連接,但在與震動設備連接處(如進口法蘭與泵之間)要用撓性連接,以免長期震動而損壞玻璃鋼罐。2、水平安裝在玻璃鋼罐上的閥門及其它較重的配件,應單獨支撐。

玻璃鋼罐樹脂含量的實驗方法步驟。1、試樣制備按總則的規定。試驗材料厚度小于5mm時,試樣的厚度取原始厚度;當試驗材料厚度大于5mm時,保持原始厚度,但取其它方向的尺寸等于或小于5mm。2、試樣外觀檢查按總則規定。3、試樣用蘸有溶劑的軟布擦拭后進行一下處理①在干燥室防置24h;②80℃干燥2h放入干燥器內冷卻至室溫;4、在600±20℃茂福爐內加熱坩堝10~20min,然后放在干燥器中,冷卻至室溫,稱重,準確到0.1mg。5、制備好的試樣放在坩堝中進行稱重,精確到0.1mg;6、把盛有試樣的坩堝放入爐內進行灼燒:①升溫到350~400℃,半個小時左右,②升溫至600±20℃,直到試樣中的所有碳全部消失。這個時候環氧、聚酯玻璃鋼均需30分鐘左右,酚醛玻璃鋼需要90~120分鐘。7、把帶有殘余物的坩堝從茂福爐中取出,放在干燥器內冷卻進行稱重精確到0.1mg。8、重復灼燒,恒溫,冷卻,稱重,知道兩次稱重結果不差1mg為止。以上就是玻璃鋼罐樹脂含量檢測的實驗步驟,希望能夠對大家有所幫助。