河北玻璃鋼廠家,專業生產玻璃鋼格柵、脫硫塔等!
聯系我們
 全國服務熱線:
全國服務熱線:
17531807632
全國服務熱線:
17531807632
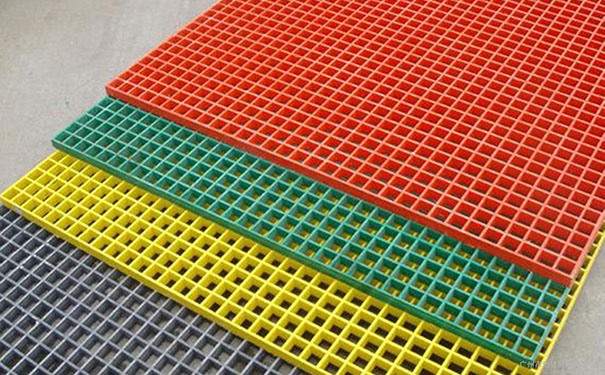
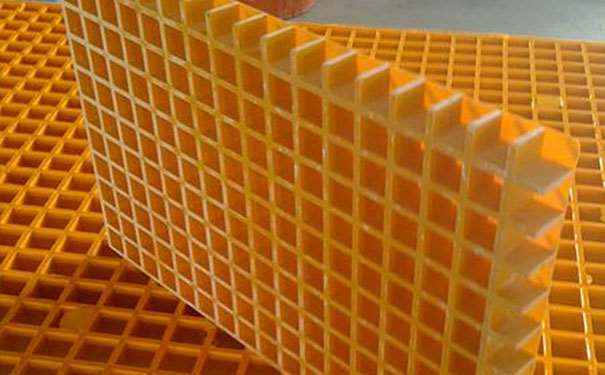
玻璃鋼格柵蓋板 50厚
(1)先挖一條設計良好的溝渠
(2)矩形溝槽將做成水平或垂直支撐(支撐之間的距離宜在350-400毫米之間),我們說承載能力是在特定情況下的承載能力,玻璃鋼格柵在鋪設的時候要在下面安裝支撐梁,一般我們推薦支撐梁的間距在30-40厘米。這有利于玻璃鋼格柵的使用壽命和安全,并不是說間隙不能大于40厘米,而是在這個合理的范圍內比較合適。
(3)將玻璃鋼格柵平鋪在溝槽中即可
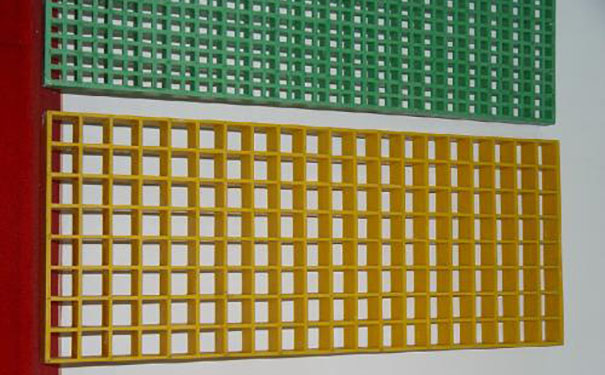
關于洗車場的排水管排水管架:洗車場一般選用38個洗車場的玻璃鋼格柵,車站首先要做好排水工作,支架可建水泥墻或兩個間距30 cm的四面磚墻。如果間距太大,請選擇50*50*50的網格。車位地板的尺寸從承重梁的中間到中間為30cm,寬約10cm,長度自定,高約7cm。在1.2m的梁間距內拆除一塊磚,并為間隙預留水流。

許多冶煉廠的電解車間,發電廠的化學處理車間,電鍍廠,電池廠,機械廠的酸洗車間,制藥廠,印染廠,鹽礦等都有許多溝槽,可以很好地解決。 使用玻璃網格。 腐蝕問題,既有利于污水排入溝渠,又便于調查溝渠情況。
在污水處理方面,FRP玻璃玻璃鋼格柵可用作冷卻塔下操作平臺的鋪路材料,生化水處理罐的吊架以及污水處理廠的維修通道。
玻璃鋼格柵生產工藝主要有三種類型:往復式纖維環繞工藝、接連式纖維環繞工藝以及離心澆注工藝。
往復式纖維環繞工藝(歸于定長法):在這種工藝方法中,浸膠槽隨滾動的芯模作往復運動,長纖維玻璃絲以斜角相對于芯模軸輔放,輔角(即環繞角)受浸膠槽的移動速度和芯模轉速之比操控,浸膠槽的平移運動由計算機化的機-電操控。環繞層數逐漸添加,抵達規劃的壁厚中止。環繞完成后,使制品中的樹脂根本固化。固化后,從玻璃鋼管中脫出芯模。
接連式纖維環繞工藝(歸于接連法) :該工藝是管子在運動中通過一個供應樹脂預浸無捻粗紗,短切玻璃鋼纖維和樹脂砂混合物的供料站,管子是在芯模接連不斷的行進中制成的。
離心澆注工藝(歸于定長法) :在此工藝中,用堵截的玻璃纖維增強材料和砂,喂入固定在軸承上的鋼制模具中,在鋼模一端注入加催化劑的不飽和樹脂,使其浸漬增強材料,在離心力作用下,樹脂置換出纖維及填猜中的空氣,然后制作出無孔隙的細密復合材料,因為離心力的作用管內壁構成一個平滑、亮光的賦有樹脂的內表面層,管材在較高溫度下固化。用這種方法制作的管又稱玻璃鋼夾砂管。